�P�I�֣��p�@ʽ���Ӿ���ϩͿ������������,���Ӿ���ϩͿ������������,���������S��
dbzz ���ӽY������ϩ�����Ӻ��Q3PE����Ӟ�h����ĩͿ�ϣ��ЌӞ��zճ���������ϩ
����;
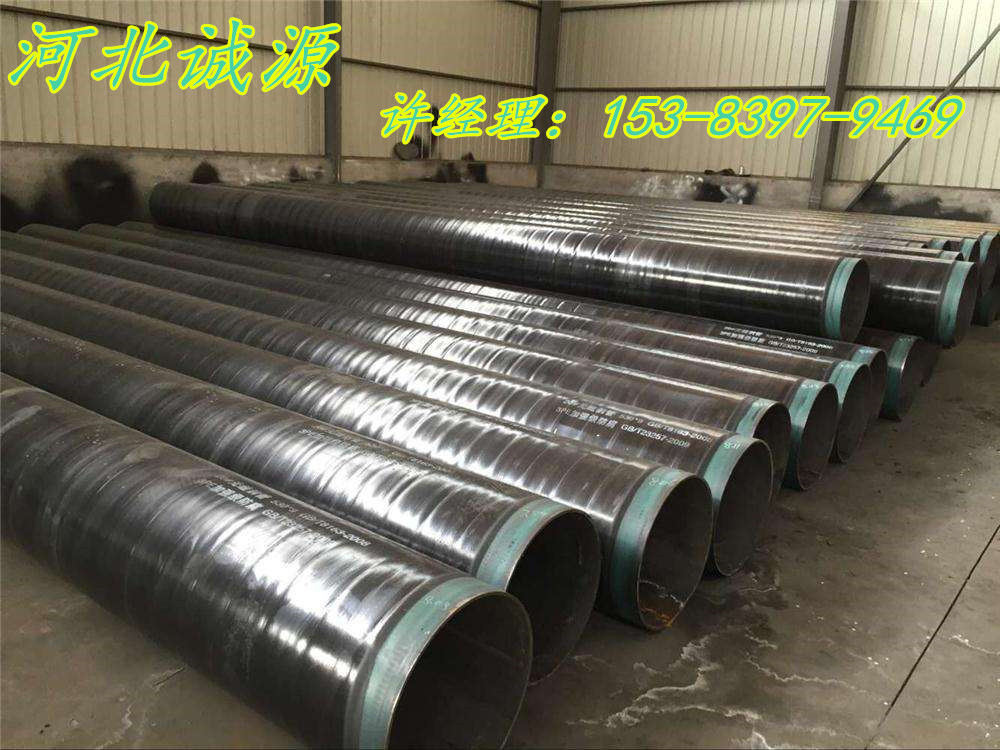
���Ӿ���ϩͿ������������*�Ӟ�h��Ϳ�ϣ��ڶ��Ӟ��zճ���������Ӟ�D������ϩ������֮�g��o��ճ�ӣ��γ�һ�N�ͺϽY����ȡ�L�a�̡������íh����ĩ�c䓹ܱ������ճ�Y�������ճ�Y�ԣ����ÔD������ϩ�����ęCе���ȡ����W�����ԡ��^���ԡ���ֲ����o���ԡ���ˮ���Եȁ���������w���ܣ�ʹ������PE����Ϳ�ӵ����w���ܱ��F����ͻ��������ȫ�棬�m���ڌ����w�әCе���ܡ���������������ˮ����Ҫ���^�ߵĿ��̭h��������ʯ������ʯ���Ρ�������ˮ���ߡ�ֲ���ϵ�l�_�^��
���Ӿ���ϩͿ������������Ϳ���ڷ�����Ϳ��ǰ�������䓹ܱ������֬���۹��ȸ��������䓹��A����M�б����A̎����䓹��A��ضȞ�4060�档�����A̎���|�����_����Ϳ�bǰ䓲ı����P�g�ȼ��ͳ��P�ȼ���GB/T 8923��Ҏ����Sa2.5����Ҫ���^�y����_��50��m75��m��䓹ܱ���ĺ�����ë�̵ȑ�����Ƀ������ßo��Ⱦ�ğ�Դ��䓹ܼӟ������m��Ϳ��ضȣ��h����ĩͿ�Ͼ����Ϳ��䓹ܱ��棻�zճ����Ϳ�����ڭh����ĩ�z���^�����M�У�����ϩ�ӵ�Ϳ��ɲ��ÿv��D����ˇ������p�@��ˇ�����Qֱ������5OOmm��䓹ܣ��˲��Â����p�@��ˇ�����Â����p�@��ˇ�r�����_����Ӳ��ֵľ���ϩ�����p�ɂȵľ���ϩ��ȫ݁���܌�������ֹ��������ϩ�ӱ���;���ÿv��D����ˇ�r�����p�ɂȲ������F�ն�������ϩ��Ϳ��_���۽Y�h��Ϳ�ӹ̻���ȫ��Ȼ����ˮ��s��䓹ܜضȲ�����60�档
���a����3PE�ܵ��ϰl�Fȱ�ݕr����С�ڻ����30mm�ēp�����˲���ݗ�佻����ϩ�a��Ƭ���a�����a�r���ȳ�ȥ�p����λ���������ԓ̎�ľ���ϩ�Ӵ�ë��Ȼ�p����λ�ľ���ϩ�����гɈA�Σ�߅���������g�ǡ��ڿ׃���M�c�a��Ƭ�����zճ����Ȼ���N���a��Ƭ���a��Ƭ�Ĵ�С�����C��߅�������ϩ�ӵĿ�߅����С��100mm���N�a�r����߅�ӟ�߅��݁�ӝL������͟��������֔D�����ų��՚⣬ֱ���a��Ƭ�����zճ�����������������30mm�ēp�����ȳ�ȥ�p����λ�������ԓ̎�ľ���ϩ�Ӵ�ë�������p��̎�ľ���ϩ�����гɈA�Σ�߅���������g�ǡ��ڿ���λ��M�c�a��Ƭ�����zճ�����N���a��Ƭ��*�������a̎����һ�l���տs�����������ȑ����a��Ƭ�ă�߅���ٸ���50mm���a���rҲ�������������棬Ȼ�����p�M��Һ�B�h��Ϳ�Ϸ�������Ĥ����c���w�ܵ���ͬ��Ȼ���N���a��Ƭ���ټӟ��տs����
���Ӿ���ϩͿ�����������ܷ������g�C���˭h��Ϳ���c�D������ϩ�ɷN�����ӵă������ܣ����h��Ϳ�ӵĽ������Ժ��ͻ��W�����c�D������ϩ�����ӵęCе���o���Եȃ��c�Y���������Ķ��@���ĸ����˸��Ե�����ȱ�ݣ��@�N䓹ܵ����c���ǙCе���ȸߡ���ĥ�p�����g���͟ᡢ���䣬�ں���؎�Ҳ�m�������ԣ�3PE������������Ĺܾ�����o�ӣ������������T�z�y����3PE�������g����عܵ����������_��50�ꡣ |












![�c���@��o[ �ӱ��\Դ�ܘI����˾���S־�� ]�l��Ϣ](/skin/v1/imgs/qqonline.gif "�c���@��o[ �ӱ��\Դ�ܘI����˾���S־�� ]�l��Ϣ")










