�P(gu��n)�I�֣��͟�䓺��l,��ˮ���l,��ĥ���l,懻����l,Ⓕ����l,�y���l
dbzz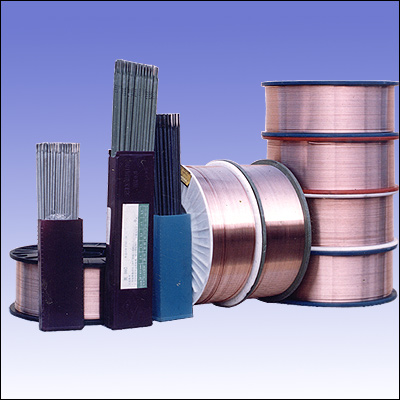
| ��̖(h��o) |
D802 |
| ���|(zh��) |
��t�� |
��� |
�Ѻ����l |
| ˎƤ���|(zh��) |
��}�� |
��оֱ�� |
2.5--5.0��mm�� |
| �L�� |
300--400��mm�� |
�m�÷��� |
�y�T �߉��õ� |
Ⓕ��Ѻ����l
�f�����T����t�u��˾�������Ͻ�о�ĶѺ����l��ˎƤ�ý�Ϳ���ƳɵĶѺ��ú��z���l���˲���늺��⺸���Ѻ�������650���Ծ������õ���ĥ�Լ����g���ܡ�
��;���m���ڸߜظ߉��y�T���߉��õ��S��Ͳ�̓�(n��i)��Ͳ�Լ����w�O(sh��)��Ĕص��пڵȲ�λ�ĶѺ���
���p���ٻ��W(xu��)�ɷ֣���.��
C Cr W Mn Si Fe Co
1.01.7 26.032.0 7.010.0 ��2.0 ��2.0 ��3.0 ����
�Ѻ���Ӳ��HRC��58-76
���������ֱ���r(sh��)���l�����O��
Ҏ(gu��)���mm 4.0 5.0 6.0
ע�����(xi��ng)��
1����ǰ���l횽�(j��ng)200�����Һ�1С�r(sh��)��������ʩ���ӡ�
2�����r(sh��)�M���ܲ���������r�����Һ��l�c�������ִ�ֱ��
3������(j��)�����Ĵ�С��ĸ�ĵķN�횽�(j��ng)300600���A(y��)�ᡣ
4������(y��ng)��600700��ػ�1С�r(sh��)���ھ����?q��)����������������͟��ɳ��?n��i)��ݻ��о��䣬�Ա����Ѽy��
5���Ѻ���횽�(j��ng)��ĥ����l(f��)�F(xi��n)ȱ�ݕr(sh��)�����������E�M(j��n)�к��a(b��)�����䡣
|
�a(ch��n)ƷƷ�ƣ���̩ |
|
�a(ch��n)ƷҎ(gu��)��ȫ̖(h��o) |
|
�a(ch��n)Ʒ��(sh��)����3000 | |

�������Ŷ��S�a�������o���ѻ�����Ȧ")











![�c(di��n)���@��o[ �ӱ�ʡ�όm��������ĥ���ϏS���S���~ ]�l(f��)��Ϣ](/skin/v1/imgs/qqonline.gif "�c(di��n)���@��o[ �ӱ�ʡ�όm��������ĥ���ϏS���S���~ ]�l(f��)��Ϣ")



